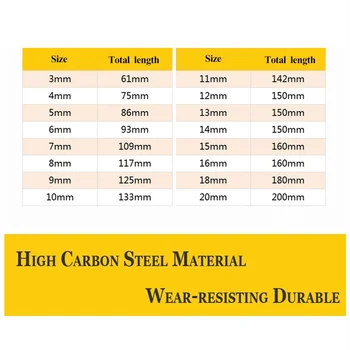
Brzo bušenje tip oštrice: SD14-SD20: Vijak WCMT030208FN ACZ330: M2, 5 * 6,5 iščašenje: T8 SD21-SD24: Vijak WCMT040208FN ACZ330: M2, 5 * 6,5 iščašenje: T8 SD25-SD30: Vijak WCMT050308FN ACZ330: M3 * 7 iščašenje: T8 SD31-SD41: Vijak WCMT06T308FN ACZ330: M3, 5 * 8 iščašenje: T15 SD42-SD60: WCMT080412FN ACZ330 vijak: M4 * 10 iščašenje: T15 Od kupnje klijenta bušilice u imati više pitanja, prvo ćemo izvršiti neke osnovne upute (A) posebna svrdlo solid edge-U je svoje tvornice koje se bave obradom drveta, закалкой, proizvodnjom i iskušenjima. (2) kvaliteta može biti zajamčena, što se može zamijeniti Taegutec drugim kvalitetnim robnim markama. (3) Naše cijene su vrlo razumne i, molimo vas, nemojte uspoređivati tržišnu jeftini U-profila bušilica. (4) Opis vrste (kućište C25-SD20.5-25-4D) Tipičan promjer koljenica C25 SD20.5-25D tipičan 20.5 / 21 / 21.5 / 22 / 22.5 / 23 / 23.5 /24/24.5 isti cijena 4D репрезентативная duljina svrdla U (dužina ručke nije navedena) 4D = 4 puta veći od promjera, U-duljina promjera svrdla X4 (5). Bušilica će U bijelim i crnim dva modela, kvaliteta i cijena isti, zatim poslan.Mi smo po defaultu obično фотографируем dječje kose s trokutasti noževima tipa WCMT, ako za bušenje rupa s ravnim dnom potrebni primjedbe, mi ćemo poslati ih s oštricom tipa SPMG.Napomena kupca: U za bušenje rupa za pod-alat promjera, obično, igrati se, smatraju se normalnim rasponom od plus-minus 0,2 Kada se koristi, kao i centar visokog tlaka vode može povećati vijek trajanja oštrice i uklanjanje strugotina, kada se primjenjuju CNC tokarilice, podržava do centra i centra ručnim osi paralelne drill Drill: Svrdlo svrdlo je bitan faktor uspjeha.Pružanje kvalitetnih načina je u tome, da otvor, просверленное u površini od bušilice, bilo okomito na središnjoj osi u prazno.Kada postoji siječe rupe za bušenje dogovor, dodao je, zajedno s nekoliko listova brzina podnošenja trebao biti smanjen za oko trećinu preporučene vrijednosti tokarilica primjenjuju se Napomene (bušilica ne vrti) provjerite da je os alata i vretena odstupanje manje od 0,03 mm, ako je potrebno, napraviti odgovarajuće korekcije potrebno je površinu bušilice mora biti instaliran oko smjera kretanja oštrice paralelno X osi stroja, a na vanjskom rubu noža alat za montažu kule paziti da su ti uvjeti ispunjeni, mobilni alat smjeru osi duž X-osi strojevi, dostupni u različitim promjera rupe, Ako tolerancije na mehaničku obradu ne zadovoljavaju zahtjeve, molimo vas provjerite je li gore navedene stavke jednu po jednu i podesite postavke za rezanje, poboljšane uvjete hlađenja imajte na umu da ako je vaš tokarilice CNC imaju iskustvo sudara, teško je osigurati da je os vretena alat концентрически sa zahtjevima upozorenje: Kod bušenja kroz čarape, donji dio velike brzine letećeg diska-obliku otpada, trebali biste poduzeti odgovarajuće mjere opreza, osigurati sigurnost za brzo bušenje i obradu opcije se izračunava na sljedeći način: brzina rezanja (VC): primjer: brzina vretena za 1600rev / min, promjer svrdla Φ20mm, njegova brzina rezanja: VC = (20 × 3.14 * 1600) ÷ 1000 = 100 (m / min) brzina dobave (WFS): primjer: brzina vretena za 1500rev / MIN, uz podnošenje na revoluciju 0,1 mm / o, posmak: EOF = 0.1 × 1500 = 150 (mm / min) Vrijeme obrade otvora (Tc): Primjer: Izbušite rupu promjera 20 mm dubine 40 mm, brzina rezanja 100 m / min, podnošenje na promet od 0,1 mm / o, vrijeme bušenja: Vc = (100 × 1000) ÷ (20 * 3.14) = 1600 (o / min) Tc = (40 × 1) ÷ (1600 × 0.1) = 0.25 (min) Metalbrzina uklanjanja (Q): Primjer: promjer svrdla Φ20 mm posmak pri obradi 160 mm / o, brzina uklanjanja metala:
Osim toga, indeksirana za bušenje, plitke rupe također mogu regulirati dovod za obradu konveksni, kosi i nepravilnog konkavne površine bušilice.Opće napomene: preporuča se koristiti hladan način za rezanje centra visokog tlaka, hladna rezanje može se povećala učinkovitost rezanja bušilice, učinkovito spriječiti nakupljanje strugotine, nož oštećuju i uništavaju obrađene na razboju unutarnju površinu kako bi se osigurala pouzdanost obrade pomoću načina rada s vanjskog hlađenja bušenje, dubina bušenja ne smije prelaziti 1,5 D; dubina bušenja po potrebi preporučeni način bušenja Za najbolje rezultate bušenja izgleda ovako: otkrivanje golog koljenica minimizira odstupanje između alata i osi vretena koristite preporučeni način rezanja dubina bušenja 2D / 3D uz minimalni pritisak rashladnog sredstva 4 kg / cm⊃2;, dubina bušenja 4D pritisak rashladnog sredstva s minimalnim 5 KG / cm⊃2; više tolerancije na radni otvor objektiva, obično dubina bušenja za 2D / 3D pri 0 / + 0,25; 4D pri 0 / 0,40, ali pod različitim uvjetima slučajnog sloj i obradu promijeniti, izbjegavajte nagiba od 6°, koja konkavne površine neravne, početi bušenje, lako se mogu bušiti, kao svrdlo pomaknut od centra ili usitnjeno, dakle, ako trebate obavljati podnošenja, bušenje mora biti smanjena do preporučene vrijednosti treće.Ako već imate unaprijed izbušene rupe na detalje, rupa rupe ne bi trebalo prelaziti spreman veličina za četvrtinu, u suprotnom, to će dovesti do djelomičnog сверлению.Q = (160 × 3.14 × 202) ÷ (20 × 3.14) = 50.24 (cm3 / min)
 0
0